
 在线客服
在线客服



服务热线
- 手机 : 13961716569
- 地址 : 江苏省无锡市滨湖区太湖大道2168号佳诚国际A座513
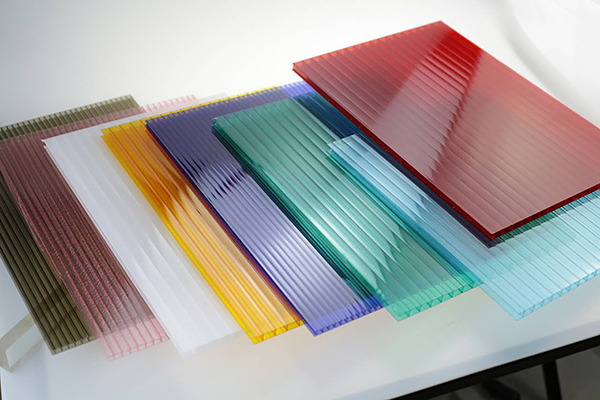
pc耐力板压条像其他热塑性板一样,可以热成型。所谓的热成型是一种模制方法(压力可以是气体压力或负压、液体压力或机械压力),该方法加热热塑性板(或片材)以软化,并在压力下使用合适的模具或夹具使其成为三维产品。有许多热成型方法,例如真空成型、压力成型、覆盖(护套)成型和热弯曲,这些方法通常用于聚碳酸酯固体耐力板压条,并且每个方法都有一台特殊的成型机来实现它们。
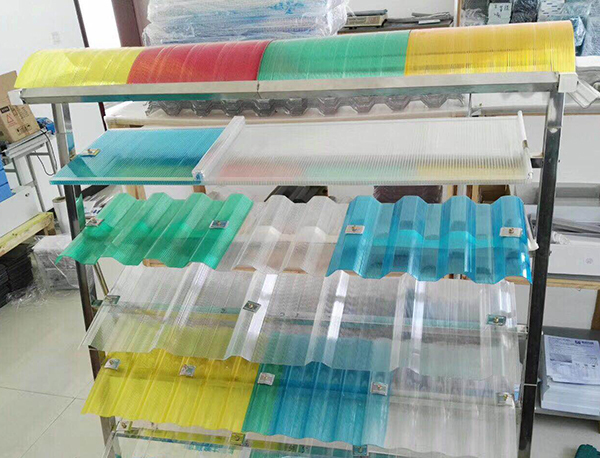
聚碳酸酯固体耐力板压条的玻璃化转变温度约为150℃,高于该温度时,该板应该能够热成型。然而,由于聚碳酸酯固体耐力板压条的高内应力,热成型经常导致不良结果,例如降低冲击强度和增加化学敏感性。这些内应力是肉眼看不见的,只能由偏振器检测到。在某些情况下,这个问题可以通过热处理来解决,但是这不可避免地会使过程复杂化并且效率低下。在热成型过程中,应该考虑耐力板压条的一系列特性:耐力板压条的热成型温度高于其他材料;虽然它具有良好的红外吸收性能,但是如果使用远红外加热设备,它仍然需要在两侧都加热,由于过度膨胀,夹板经常下垂,如果温度略高于熔点,这将会更加严重,成型前必须除去产品中含有的少量吸附水,否则,成型产品中将出现气泡和雾状微孔,从而降低产品的韧性和透明度(在标准大气压23℃和50 %相对湿度下,聚碳酸酯固体耐力板压条的吸水率为0.15 %,吸水量为0.35 %。
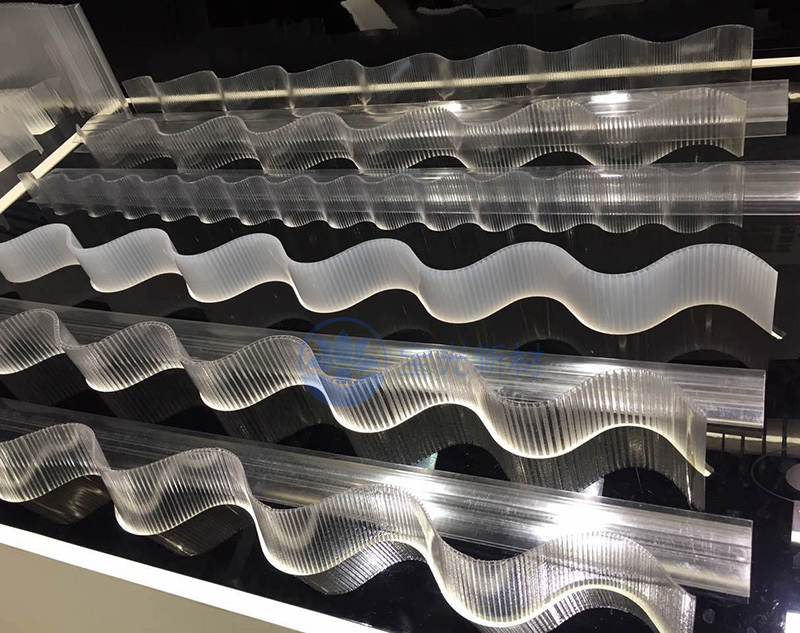
热弯曲是一种相对简单的成形方法,但也是获得沿轴弯曲的零件的最常用方法,这些零件通常用于加工保护板等。板材的弯曲线可以通过辐射加热器(如红外发射器或电阻加热器)加热,通常这种简单热成型所需的温度为150~160℃,通常不需要预干燥(如果成型温度高,必须预干燥,先用小板材试一试)。
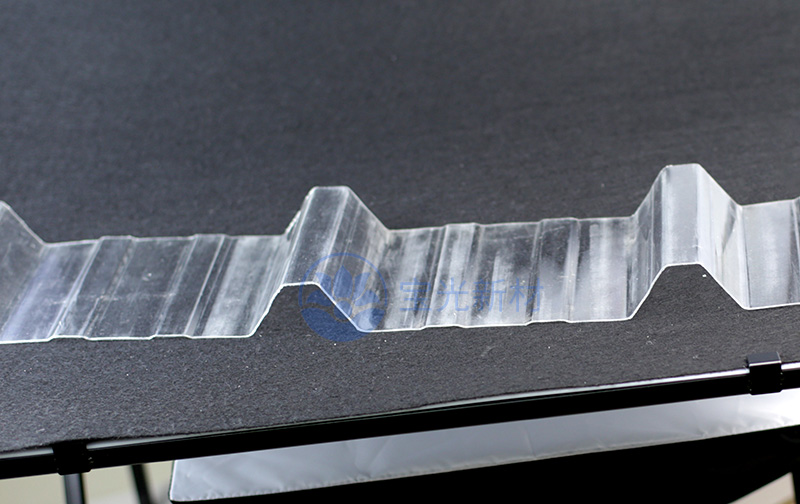
当在一侧加热时,耐力板压条应连续旋转,以获得均匀的加热效果。当达到合适的板温度时,将板移离加热器并保持压力,直到板弯曲到所需的角度。对于具有大于3 mm热弯曲总和的较高板材,双面加热效果更好。最小弯曲半径是板厚度的三倍,加热区域的宽度可以调整以获得不同的弯曲半径。为了生产高精度或(和)大型零件,建议使用两侧都带有温度控制器的弯曲装置。可以制作一个简单的成形支架来就地冷却板,以减少挠度。局部加热会导致产品内部应力,此外,应特别注意将化学品用于热弯板。无论如何,为了确定弯曲操作的可行性和合适的工艺条件,建议首先制作样品。
上一篇:想知道阳光板压条安装是否很困难
下一篇: PC耐力板压条抗静电性能特点描述